




纏繞機控制系統
?
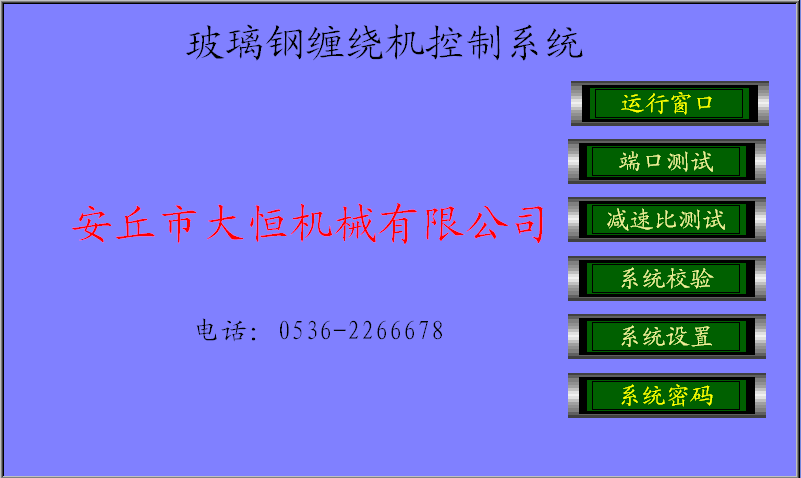
1、?開機界面顯示。
2、?點擊“運行窗口”后顯示界面如下:
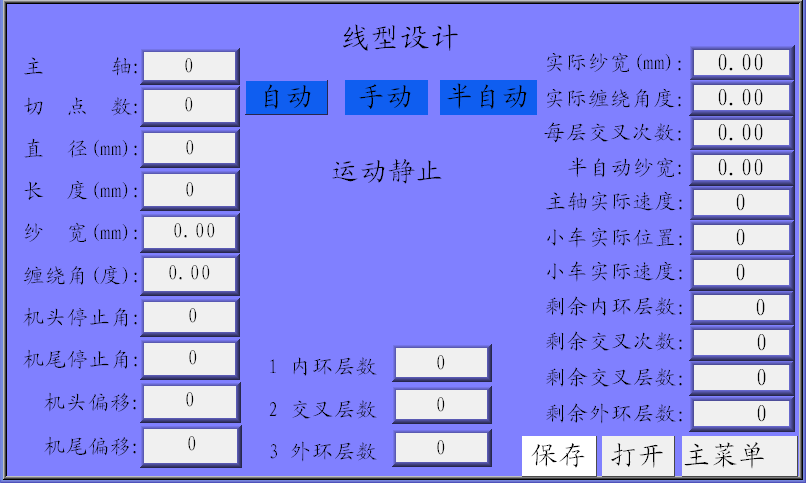
本界面是系統運行時的顯示界面。其中當前參數與運行狀態只是顯示當前的參數,下方的功能按鈕可以點擊進入相應功能。
1)?主軸:此參數決定程序中所使用的主軸減速比。在減速比測量時,測量了三個軸的減速比,在此選擇相應的軸號,即使用相應軸的減速比。
2)?長度:此參數為所要纏繞制品的長度
3)?工件直徑:所纏繞制品的直徑。
4)?紗片寬度:纏繞時所使用的紗片寬度。
5)?纏繞角度:交叉纏繞時的纏繞角。
6)?切點數:纏繞線型的切點個數。當此參數為0時,為默認切點個數(現有版本不支持0切點即默認切點,一下均同)。為非零值時,為設定切點個數。
7)?端部加減速長度:在制品兩端小車的加減速長度,此參數越小,理論上端部變形區越小,此參數不宜設的過小,設的過小,在兩端的機械沖擊會很大。(該參數移至“系統設置”內)。
8)?機頭停止角:小車走到機頭,也就是制品頭部時,主軸所轉過的角度。
10)機尾停止角:小車走到機尾,也就是制品尾部時,主軸所轉過的角度。
操作說明:
1)?在配置好以上參數后,系統會根據輸入的參數進行計算,計算的結果會在右側計算結果中顯示出來。
參看設計結果中的計算后的纏繞角與沙寬,看是否能滿足要求,如果不能滿足要求,則應重新配置左側的纏繞角,沙寬,切點數等參數,重新進行計算。如果得到的結果滿足要求,即可開始纏繞。
2)、“半自動紗片寬度”,在自動時顯示的是參數設置的紗片寬,在半自動時,要進行小車的加減速,用以調整小車和主軸的跟蹤速比,從而這個紗片寬也跟著改變。
3、“端口測試”界面
點擊“端口測試”按鈕,進入端口測試界面,界面如下:
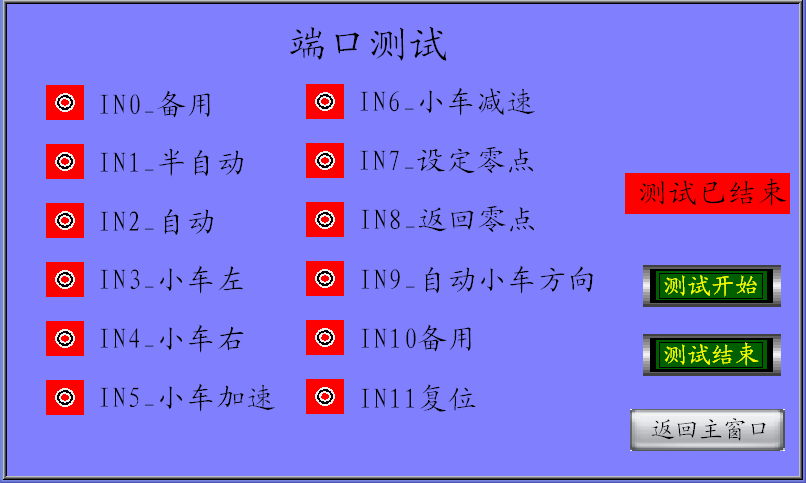
“端口測試”界面是為了測試運動控制器所外接的按鈕,旋鈕等開關量是否連接良好,以及連接是否正確。
測試時,只要將此界面打開,即可開始測試。旋動相應的按鈕,此界面中相應的點就會變綠,同時會有中文提示相應按鈕的功能,可以對照此提示判斷是否將按鈕接錯,如果個別按鈕沒有反應,則需要檢查接線。
旋動按鈕之后要稍微等一段時間,等待信號完全傳遞過來。
測試完成后,點擊“ok”按鈕退出此界面。
4、“減速比”界面
???點擊“減速比”按鈕,進入減速比測量界面,界面如下圖:
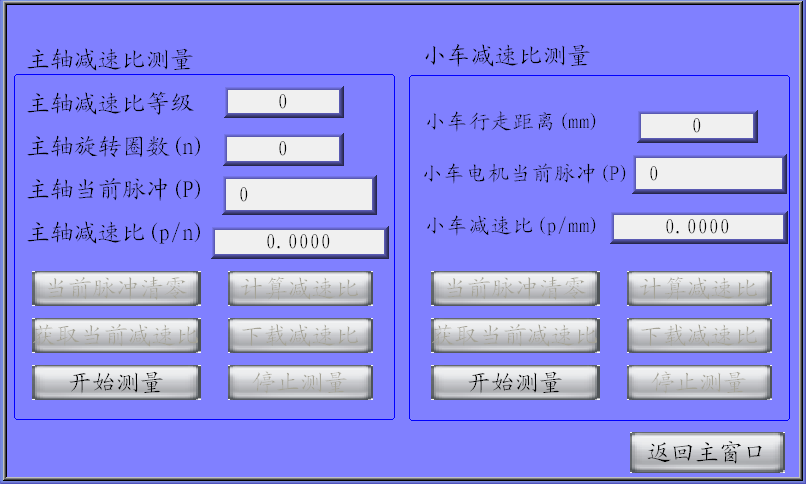
主軸減速比測量步驟:
1)?點擊“主軸減速比測量”下的“開始測量”按鈕,開始主軸減速比的測量;
2)?選擇“主軸減速比等級”,即選擇要測量的主軸,最多支持三個主軸的減速比測量,分別記為1號軸,2號軸,3號軸;
3)?將主軸速度調為0,即讓主軸停止旋轉,點擊“當前脈沖清零”按鈕,將主軸當前脈沖清零;
4)?開動主軸,人工查主軸的旋轉圈數。可以查20圈,30圈,100圈等,查的圈數越多,測量結果越精確,但圈數不宜過多,圈數過多會導致數據溢出,使測量不準確,以100圈以內為宜;
5)?將主軸速度調為零,將主軸一共旋轉的圈數輸入到“主軸旋轉圈數”文本框中;
6)?點擊“計算減速比”按鈕,即可計算出減速比的值;
7)?為了使計算結果精確可以重復3)--6)步,人工將計算出的減速比求平均值,然后輸入到“主軸減速比”文本框中。此步可跳過;
8)?點擊“下載減速比”按鈕,將獲得的主軸減速比下載到運動控制器中;
9)?點擊“獲取當前減速比”按鈕,可以查看運動控制器中的當前減速比;
10)點擊“主軸減速比測量”下的“停止測量”按鈕,停止主軸減速比的測量。
小車減速比測量步驟:
1)?點擊“小車減速比測量”中的“開始測量”按鈕,開始小車減速比的測量;
2)?將小車速度調為0,即讓小車靜止,點擊“當前脈沖清零”按鈕,將小車電機當前脈沖清零;
3)?開動小車,讓小車運行一段距離,然后將小車停止(最好用將速度調置0的方法停止,這樣會避免慣性沖出去的距離) 。用米尺測量這段距離;
4)?將這段距離輸入到“小車行走距離”文本框中,單位為mm;
5)?點擊“計算減速比”按鈕,即可計算出小車減速比值;
6)?為使測量結果精確,可重復2)--5)步,進行多次測量,取平均值。多次測量應注意,小車的行走方向應一致,避免回程誤差。此步可跳過;
7)?點擊“下載減速比”按鈕,將小車減速比下載到運動控制器中;
8)?點擊“獲取當前減速比”按鈕,可以查看運動控制器的當前減速比;
9)?點擊“小車減速比測量”下的“停止測量”按鈕,停止小車減速比的測量。
?
注:必須在主軸減速比和小車減速比同時為停止測量狀態下,點擊“oK”按鈕離開此界面,否則將會引起系統沖突。
5、“系統密碼”界面
???點擊“系統密碼”按鈕,進入界面,界面如下:
其中“端口測試”,“減速比測試”,“系統效驗”,“系統設置”按鈕初始時為鎖定狀態,其中參數的作用是使本軟件與機械系統匹配。如果需要更改,點擊“系統密碼”按鈕,輸入出廠配置密碼“2266678”,進行相應更改,更改結束后點擊測試結束,將這四個按鈕再次鎖定。(如下圖)
10、“校驗”界面
點擊“校驗”按鈕,進入校驗界面,界面如下
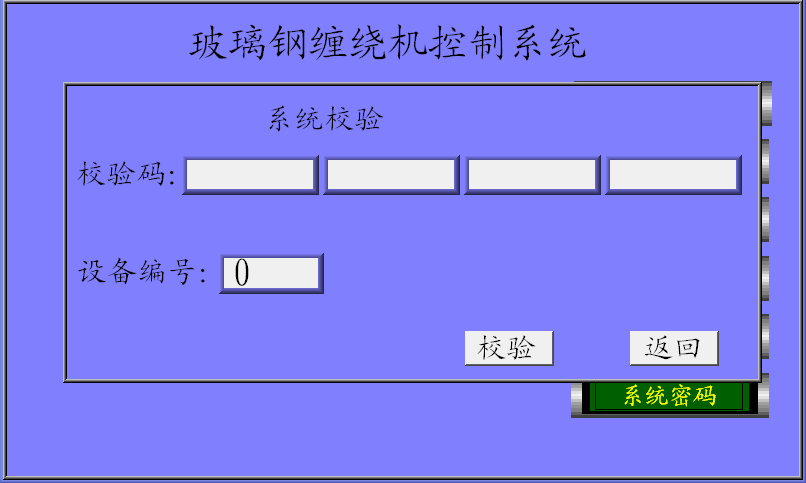
系統設有校驗碼,通過配置的校驗碼,可以設定系統的使用期限。
?
?
?
面板操作
1、?手動狀態,可以操作主軸正反轉,主軸加減速,小車前后,小車加減速。
2、?自動
將主軸按正確的方向開啟,將旋鈕至于自動檔,掰啟動方向旋鈕,選擇自動啟動方向,按下纏繞啟動按鈕,即開始自動纏繞。
3、?半自動
將主軸按正確的方向開啟,將旋鈕至于半自動檔,此時掰動小車左右旋鈕,小車即左右跟隨主軸進行半自動纏繞,纏繞時,進行小車加減速,即可改變半自動的速比。
4、在自動或半自動纏繞時,可以進行主軸的加減速,此時小車也會跟隨運動,不會影響線型。
5、在制品纏繞完成后,請將所有開關復位
系統常見問題與解決辦法
???????當系統下載不進去參數,提示讀取VR錯誤,等提示時,為系統通訊錯誤。
錯誤原因及解決辦法
1、?通訊線沒有插牢或者斷掉了,重新插好通訊線,或重新換一根通訊線。通訊線焊接圖紙附后。
2、?通訊線連接錯誤,通訊線圓頭端應插入運動控制器的B口,九針頭端應插入上位機相應串口。
???3、線型不準確
壓紗:適當增大主軸減速比;
分縫:適當減小主軸減速比;
線型不規律:
請先查找機械,查看傳動裝置是否有松動,主軸與小車是否平行,編碼器是否完好,編碼器與主軸連接是否緊密,是否會有丟轉的可能,現場是否存在,嚴重的干擾,如電焊機等。
當排除以上原因之后,重新測量主軸與小車的減速比
注:通常情況下不會改變小車的減速比,應為改變小車的減速比,會影響小車的行走距離,也就是會改變制品的長度。







全國服務熱線:0536-2266678
聯系電話:15264606555
傳真:0536-4736108
聯系人:楊總
郵編:262100
地址:山東省濰坊市安丘市經濟開發區
